表面贴装搭配软板技术目前非常普遍,这方面世界的软板设计者都已经看到了日本成功的案例,他们时常采用具有表面贴装元件的软板。当使用在软板时,表面贴装衬垫时常需要轻微修改标准的设计准则。
使用钻孔或开槽、切形在压合前将保护膜加工,是软板制造焊锡衬垫近接区域的普遍方法。不过如果直接布线进入衬垫,保护膜对位不良可能导至应力提升。图8-15(A)中,潜在的应力提升状况还是重覆出现。边缘或转角进入衬垫有利于对位偏移的容忍度(图8-15(B))。雷射切割或机械冲压、切形加工的保护膜开口,可以做成矩形(图8-15(C))。
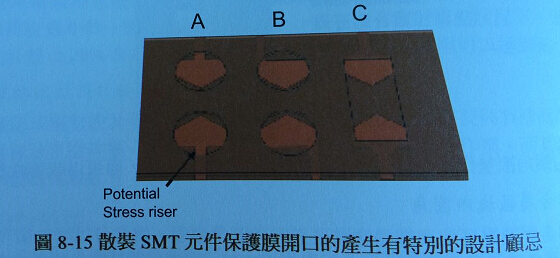
矩形开口也可以利用感光保护膜来完成,当制作元件组装近接衬垫时,建议焊锡衬垫可以延伸到保护膜以下。用于散装或有引脚的SMT元件衬垫,应该要延伸到足以让保护膜配位的程度。一般状况衬垫应该要大于250-375um,以方便衬垫配位避免组装或修补衬垫浮起问题。
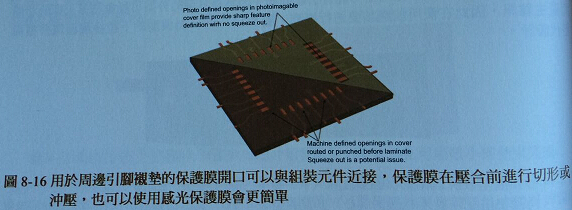
面对单面软板通孔衬垫,目标是要避免衬垫焊接处理中的浮雕,必须提供额外强度来应付作业中元件的拉扯。图8-16所示,为制作软板表面贴装近接区外型,普遍采用的方法范例,并可提供下拉功能。
 医疗设备控制器软板
医疗设备控制器软板 数码相机软板
数码相机软板 数码相机软板
数码相机软板 手机电容屏软板
手机电容屏软板