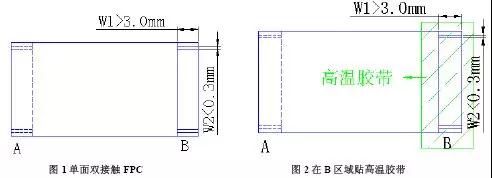
如图1所示,当单面双接触的软板电极长度大于3.0mm,宽度小于0.3mm时,在制程当中(蚀刻、去膜、表面清洗、贴保护膜)容易造成电极变形、扭曲、断裂,严重影响了产品的良率。
按正常的工艺流程制作,良率很低,只有50%左右,连货都没有办法交付。后经过的工艺改进,良率提升到了85~93%之间。下面我就介绍如何进行工艺改良:
1、工艺改进出发点:
如图1所示,我们假设B部分是在制程中(蚀刻后至上保护膜压合)需要镂空的部分。当这部分镂空后,没有加强部分来支撑镂空的电极,在外力(如水平机的喷淋压力、收放、运输)的作用下容易造成电极扭曲、变形、断裂。所以工艺改善的关键点就是给脆弱的电极一个支撑物。
2、支撑物的选用:
由于支撑物从蚀刻前到上保护膜都的用,特别是还要进行热压。所以,我们必须选用能够耐高温的物质。在此可以选用高温胶带(如KAPTON胶带KA00),该胶带要求胶不会转移,能够耐热压(快压机)的高温。
3、工艺说明:
3.1 线路用湿膜来做,先丝印B面,烘烤后再丝印A面,再烘烤。然后进行曝光、显影,该步的注意点就是B面不用曝光,若曝光会造成后续去膜困难;
3.2 显影后对B面进行贴胶带(贴在湿膜的表面),如图2。在此要注意,高温胶带要贴平整,有补强对位标记时,胶带尽量不要超过标记线,因为在压合后在高温胶带位置会有一点痕迹,如有补强的话,则正好可以盖住压痕;
3.3 蚀刻、显影、表面清洗按正常步骤进行;
3.4 上保护膜压合(用快压机进行压合)。此时一定要对压合参数进行一个最优化,优化原则就是用最少时间、最小压力及较低温度压合。因为高温、长时间、大压力容易造成高温胶的转移以及高温胶盖住的湿膜去膜困难。
3.5 撕掉高温胶带,去膜(小心操作)、磨板去除电极处的灰化铜;
3.6 烘烤,进行上保护膜固化;
3.7 后面工序照旧。
该方法是一个土办法,工序也稍微麻烦了一些,而且还要额外高温胶带辅助材料。但柔性线路板小编觉得还是很适用电极长度大于3.0mm,宽度小于0.3mm的单面双接触的FPC的制造,对良率的提升是肯定的。
 医疗设备控制器软板
医疗设备控制器软板 数码相机软板
数码相机软板 数码相机软板
数码相机软板 手机电容屏软板
手机电容屏软板