一款产品从刚开始的一个想法,到研发、试样,再到最后的批量生产,其过程中总是会有很多的问题出现。接下来柔性线路板厂——赣州深联将为您分析FPC制作过程中,铜箔孔口周围突起的原因及其解决方法。
造成铜箔孔口周围突起的原因:
1、凹、凸模冲裁间隙过小,再加上凸模刃口变钝。当凸模进入被预热软化的印制板时,材料就在凸模周围产生向外向上的挤压流动。
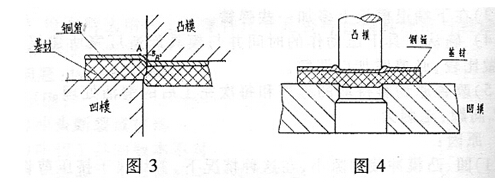
2、凸模刃口端有圆锥度。当凸模不断进入材料时,孔口周围的凸起现象就会随凸模圆锥度的向上而直线增加。
3、被冲裁材料比原规定厚度超得过多,从而造成原凹凸模间隙不相适应。
解决方法:
1、凹、凸模的冲裁间隙不能过小,而且凸模的刃口不能有圆角和锥角。
2、凸模的刃口不能有圆锥度,应根据冲裁技术要求对凸模刃口的圆锥度进行修复。
3、被冲裁材料的厚度不应超过原设计厚度的20%;冲裁时应有足够的压料力,用以克服冲孔时材料流动的反挤力。
那么,为什么孔口铜箔会向上翘呢?
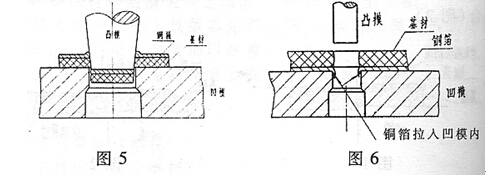
原因:1、冲孔时印制板的铜箔面朝下造成铜箔被拉入凹模、凸模的冲裁的间隙中。
2、铜箔与基材结合力差,当凸模从被冲印制板孔中拔出时,铜箔随凸模向上提拉。
3、凸模刃口端有倒锥或鼓胀变形,当凸模脱出被冲孔时,铜箔随凸模向上提拉。
解决方法:1、冲孔时印制板铜箔面一定要朝上,即朝向凸模。
2、应选择铜箔与基材结合好的材料,并对进厂的原材料进行剥离强度测试,符合标准的才能使用。
3、应及时调换有倒锥或鼓胀变形的凸模;凸模与卸料板的配合间隙不能大,应采用滑配合。
以上问题,您清楚了吗?是否有为您解决一些技术上的难题呢?
 医疗设备控制器软板
医疗设备控制器软板 数码相机软板
数码相机软板 数码相机软板
数码相机软板 手机电容屏软板
手机电容屏软板